-

控制信息在系统中的表达与传递是构建开放式数控系统必须解决的问题之一。采用嵌套式任务单元实现数控信息的表达与控制;任务单元内部采用有限状态机FSM进行描述,完成预期的操作与功能:其嵌套结构形式的设计实现了控制信息在系统内的有序流动和传递,并使任务单元具有智能特征。能够协调和控制下层模块的运行。最后通过实验验证了该方法的实用性以及对于系统功能扩充的高效性。 [详情]
-

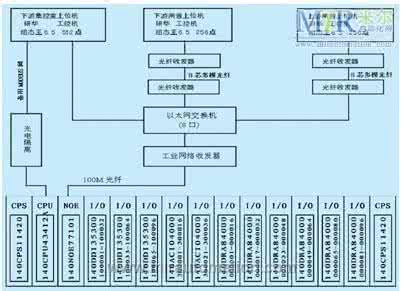
本文着重研究姆何使用PLC和触摸屏对纸厂污水处理进行控制。PLC采用S7—300系列(CPU314)。针对污水处理中构筑物(格栅、调节沉淀池、提升泵、加药装置和SBR反应池等)的作用和运行特点,确定需要检测的水质参数和设备运行状态。提出系统控制的方寨,根据方案用流程图介绍自动控制的丁艺流程,分析系统如何使用PLC进行控制污水处理的控制。触摸屏采用Easy-Builder500。应用触摸屏集中显示分散在现场的PLC点和仪表所采集的各种工艺数据。根据现场设备运行状况及工艺要求,使用触摸屏发出主控指令传达到现场。 [详情]
-
根据日常管理设备的经验,总结PLC一般的检修方法及提高PLC控制系统可靠性的措施。[详情]
-

天车是桥架在高架轨道上运行的一种桥架型起重机,被广泛地应用在室内外仓库、厂房、码头和露天贮料场等处。但是,天车由于工作环境比较恶劣,而且重载下频繁起动、制动、反转、变速等操作,还要求有一定的调速范围,所以传统的继电控制和串电阻调速已呈现出许多的缺点,对这一类生产机械的改造已十分必要。 [详情]
-

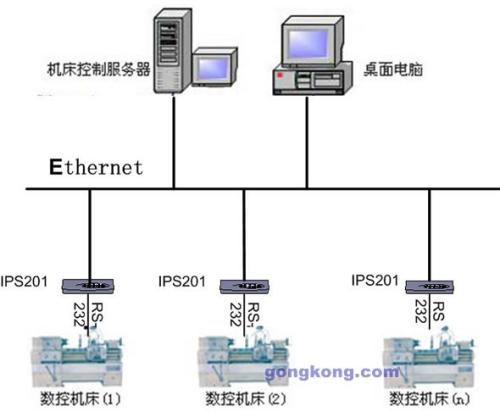
本文设计了一种基于IEEE 1394总线通信,应用于高档数控系统中的I/O控制模块。该模块采用IEEE 1394通信方式,实现上位机与机床之间的高速数据传榆;采用光耦芯片对模块内部与外界进行隔离,并实现该I/O模块与机床之间的电平匹配,模数转换等功能。给出了软件和硬件设计,并进行了I/O模块功能测试和分析,验证了该模块满足高档数控系统要求数据传输的准确性和实时性。 [详情]
-

本文介绍了利用UG生成斜齿锥齿轮产型轮的刀具轨迈口迁而获得数拉代码,并在此基础上由4轴联动加工中心完成其齿廓加工的基本思想和具体步骤。为该类齿轮的数字化加工提供了有益的参考。 [详情]
-

本文介绍数控技术在电瓷生产中的应用。通过湿修湿接、整体立修与数控修坯的对比,重点阐述其在应用中具有操作简单、尺寸精确、劳动强度低等优点。 [详情]
-
多轴联动数控加工进给速度对零件加工质量与刀具磨损有重要影响。首先分析了多轴联动数控加工进给速度的特点。研究了进给速度控制技术与进给速度后置处理方法。并以Pro/E为平台实现了某型号零件多轴联动数控加工。加工实例表明。提出的进给速度控制技术和NC程序后置处理方法可有效保证零件加工质量。 [详情]
-
现场层诊断技术在以往智能诊断研究中往往被忽视。现场控制器迅速发展,在完成对设备和生产过程监控任务的同时,完全具备能力完成必要的诊断工作,并具有快速准确、简化诊断过程的特点。文章对于在智能诊断中最底层的智能设备PLC的诊断功能和处理方法加以阐述,指出处理及设计中的基本原则。并对基于PLC的模糊融合智能诊断进行深入探讨。 [详情]
-
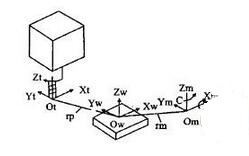
为了实现高效的五轴加工,本文对五轴RTCP技术进行深入研究,通过对旋转角度的细分及插补点处非线性误差补偿,减小了加工中的非线性误差并满足补偿算法的实时性,通过对各轴速度进行约束的前瞻算法、减小了加工过程中的机床振动,从而提高了工件表面的加工质量。本文提出采用基于参数配置的运动学模型,提高了工件程序的可移植性。最后将该算法添加到GJ-310数控系统中,并进行了试验验证,结果表明该算法可以满足加工要求。 [详情]
-
本文阐述了智能数控抽工技术的白适应系统的应用和发展前景,以及国内外发展动态,说明了自适应数控存在的问题。 [详情]
-
当今世界,工业是发展的主流,制造业在新的技术兴起后也开始了革命性的变革。计算机技术是当前的主流技术,计算机的控制技术对工业的发展带来了非常巨大的影响。数控技术成为了制造业的主流,并引领了控制技术的新潮流。随着科技的进一步发展,智能化的数控技术得以兴起,并得到了充分的应用。智能化是未来发展的方向,数控技术在工业领域的应用非常广泛,而智能化的发展,对于整个工业而言,将是又一次工业革命。而这次"工业革命”中,计算机技术充当着核心的地位。因此,文章重点分析了智能化的数控技术,对其未来发展的方向进行了深入[详情]
-
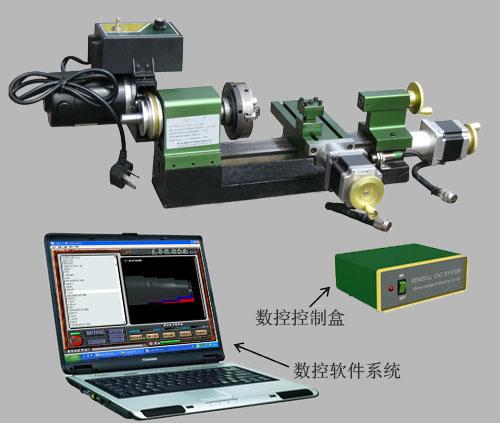
机电一体化技术将机械技术和电子技术有机结合在—起,使它们可以发挥出更大的作用。数控技术剐利用以数字代码为基本形式的程序指令来控制机电设备的运动速度、工作程序以及运动轨迹等,进而实现操作和控制的自动化。本文以具有代表性的数控车床为例,分析和探讨了机电数控技术的实施及开发的相关问题。 [详情]
-
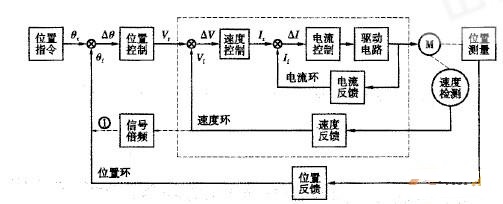
本文列举了几例利用伺服控制系统示意图分析排除数控机床故障的方法。 [详情]
-

本文提出了一种简单实现PLC直接控制步进电机的方法,设计了直接控制步进电机系统的软硬件。并在反应离子刻蚀机中验证了该方法是可行的,工作可靠。 [详情]



