-

全自动影像测量仪,是在数字化影像测量仪(又名CNC影像仪、其特征请参阅三年前所作《浅谈数字化与手摇影像测量仪的区别》一文,此处不再详述)基础上发展起来的人工智能型现代光学非接触测量仪器。[详情]
-

2006年10月号的专栏中,我谈了自己对“刀具选择的效率原则和精度原则”的一些看法,今天想继续就“稳定性原则”和“经济性原则”谈一谈。 [详情]
-

随着汽车工业技术的不断发展和进步,新材料、新工艺不断涌现,在这些加工过程中选择合适的切削液对于保证产品加工质量,提高加工效率,减少环境污染都是至关重要的。[详情]
-

随着现代科学技术的高速发展,由聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)等超硬材料制成的刀具品种越来越丰富,其性能也得到不断发展和提高。[详情]
-

高精度的机床、机床上的探测技术及非接触式对刀技术的发展为模具加工的自动化和快速成型提供了强大的工具。 [详情]
-

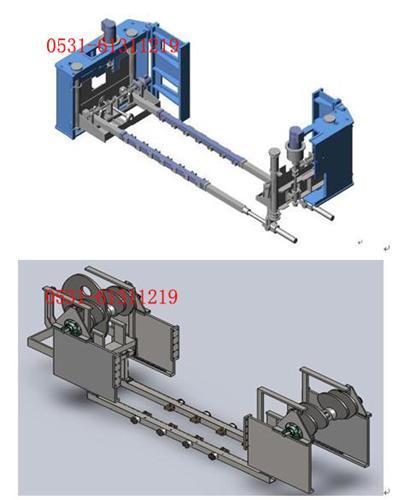
本文针对散热器多T型管相贯线的连续焊接问题,提出了一种基于PC机和6K运动控制器的双焊枪自动焊接机数控系统。采用"PC+多轴控制器”的上下位机控制结构,上位机采用Visual Basic编制控制程序,实现系统的管理、控制功能。下位机采用6K4控制器独有的6000运动语言开发底层的伺服驱动程序,并可由上位机通过以太网接口调用。整个系统能够完成各轴状态实时显示、故障自动诊断、焊接路径规划、焊接参数调节等任务。 [详情]
-
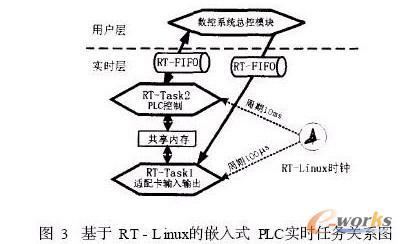
本文以工控机为硬件平台,利用RT-Linux的实时多任务调度机制,构造了基于RT-Linux的数控系统嵌入式PLC结构,介绍了系统的软硬件体系以及其实现方法。 [详情]
-
国内普遍采用五刀法加工Gleason 制的螺旋锥齿轮副,需要5 道工序才能完成大轮和小轮的粗精切,机床生产效率低、调整时间长。[详情]
-
本文分析讨论以交流位置伺服控制原理实现的交流伺服自动送料装置,可用于货架立柱冷弯成型生产线的在线预冲孔加工工序。也可应用于冲压自动化生产和压力机改造过程中的自动送料装置的设计,该装置系统具有响应速度快、速度精度高、调速范围宽、加减速性能好、鲁棒性强、控制灵活方便、抗干扰能力强、运行稳定可靠等优点。 [详情]
-
本文以华中数控系统为控制软件,对普通车床主轴单元进行数控系统设计,主要包括主轴数控化设计的总体方案拟定、变频调速系统的设计、主轴PLC控制设计与主轴I/O开关量的设计,主轴数控系统设计后进行PLC调试,运行结果表明,车床主轴加工的稳定性、准确性、快速性比普通车床有较大改善,主轴运行正常。 [详情]
-

文章以石板选煤厂自动配谋系统为例,介绍了一种选煤厂多种入洗煤按照配比自动配煤的控制方法以及自动配煤控制系统的构成、上位机控制界面和PLC程序的设计与应用等。 [详情]
-

叶片的高速五轴铣削是高速切削技术的一个典型应用,切削参数的优化是关系到加工效率和加工经济性的重要坏节。笔者通过借鉴两种铝合金材料的试验数据来优化高速铣削参数,以提高叶片的加工质量和效率。 [详情]
-
SIMATIC S5系列PLC是德国西门子公司八十年代推出的小型可编程序控制器,采用结构紧凑的模块化设计,性能可靠。由它为核心组成的控制系统在国内一些引进设备上大量采用。随着使用时间的增长,各类故障也有所出现,本文就比较常见的故障及排除方法作简单介绍。 [详情]
-

随着微电子技术、控制技术和计算机技术的飞速进步,各种电机调速与伺服控制技术获得了突飞猛进的发展,并在装备制造行业中得到了户泛的应用。本文分析了传统机械式压力机在现代塑性成形生产领域中存在的问题,介绍了伺服压力机的特点与发展现状,对交流和开关磁阻电机调速与伺服系统在压力机行业的应用进行了总结,指出我国伺服电机的发展水平是制约伺服压力机发展的瓶颈,加大高性能、大功率、低成本伺服电机的研制对促进我国伺服压力机发展具有重要意义。 [详情]
-
直线电机驱动系统具有高推力、高速、高精度、平滑进给运动等特性, 在高档数控机床上的应用越来越多。极大地提高了高档数控机床进给系统的快速反应能力和运动精度。分析了永磁直线同步电机在高档数控机床应用中的一些关键技术问题。 [详情]



