-

GibbsCAM软件是全球先进CAD/CAM技术方面的领导者,在车,铣,车铣复合和多任务复合加工领域拥有20多年的经验,成为此领域的领导者。尤其是在MTM多任务加工方面加工领域更是处于领军地位。[详情]
-
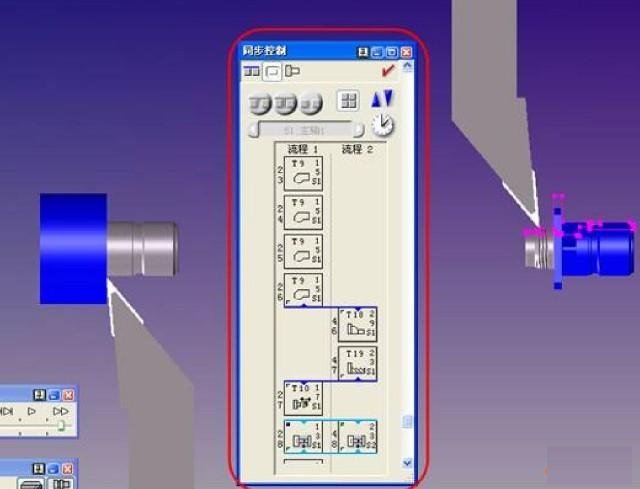
同时拥有车削和铣削的功能,多主轴,多刀塔,材料在多工位加工,无需人工而自动从一个主轴转移到另一个,毛坯从一端进入,工件便从另一端出来——这就是GibbsCAM 对多任务加工机床的一般阐释。[详情]
-

塑料制品在近些年来已广泛使用,在许多地方,它已有替代金属制品的趋势。由于注塑模具生产具有效率高、产品质量好、节约原材料等优点,已成为塑料制品的主要成型方式,因此对注塑模具生产进行研究已成为促进现代塑料制品生产的重要手段。[详情]
-

GibbsCAM软件的多任务车铣复合加工(MTM)模块确保充分发掘多任务车铣复合加工机床的潜力
自Pacific Tool公司(位于美国华盛顿州Redmond市)上世纪60年代末成立以来,其工模具工厂在需要多道工序加工方面表现出众。[详情]
-

GibbsCAM是Cimatron公司的一款面向工件加工的CAM软件,为车铣复合领域提供CAM加工方案,它除了车铣复合之外,还支持2轴到5轴的铣削、车削、联动铣削多任务加工和线切割,最大特点是界面简洁,易学易用,操作模式和我们的工艺习惯非常一致。[详情]
-
作为一个“无纸化工厂”,“无纸化”不仅仅意味着产品设计师、生产工程师和CNC编程员必须要使用计算机,而不使用图纸来共享生产信息,还意味着数据格式再也不需要通过人工进行编译。这就是说从此可以远离电子版的工程图纸了。[详情]
-

栾合俊:Cimatron——领先的CAD/CAM设计加工制造专家
2012年,是Cimatron进入中国市场整好20周年。1992年进入中国,1998年成立中国代表处,到如今发展成北京、广州、无锡、成都、武汉等五个办事处的领先CAD/CAM制造加工解决方案提供商,Cimatron在中国大陆已经累积了近千家软件用户,其中教育用户超过200家,并有近百家软件授权培训中心。[详情]
-
GibbsCAM软件产品线支持2轴到5轴铣削,车削,车铣复合,多任务车铣复合加工和线切割。本篇我们将引入GibbsCAM五轴加工模块的应用,作为车铣复合的领军软件,5轴加工功能的地位非常重要。[详情]
-

C语言中要实现可视化人机界面, 就必须要绘制图像, 而printf( )函数只能用来输出文本, 显然不能满足绘图的要求。[详情]
-
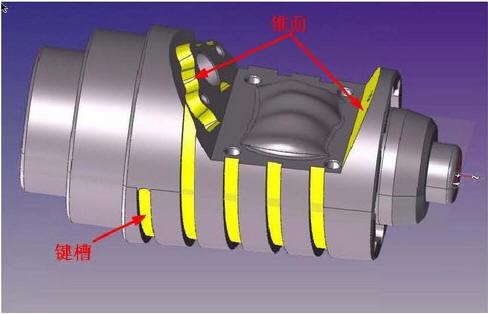
车铣复合设备不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装卡,加工的精度更容易获得保证,同时大大缩短了生产过程链。[详情]
-
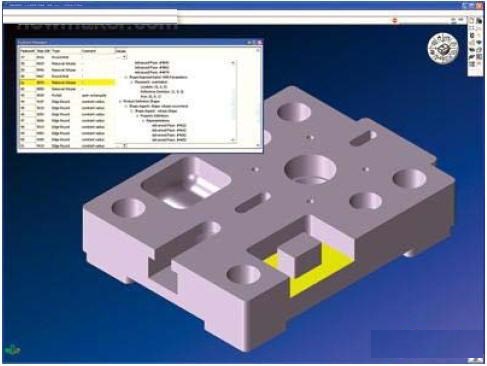
在GibbsCAM 中,工作的开始就是选择此工作所应用的机床。GibbsCAM 通过机床定义文件(MDD)让后续的编程环境知道需要开放那些功能,如是否有上下刀塔的选择,上刀塔是带B轴和自动换刀刀库结构还是12 把刀的刀盘结构等[详情]
-
任何零件的加工都离不开工艺的指导,一个好的设计师更需要对零件加工工艺有较强的认知,只有这样你设计的产品才能保证具有完美的加工流畅性。[详情]
-

传统的输入控制采用的是按钮、拨键、开关等操作元件,显示控制采用的是工控机CRT显示器。这些控制方式虽然比较简单,但都需要较大的操作面板,既不美观又不形象,接线也十分的复杂烦琐,不适合小型系统。[详情]
-
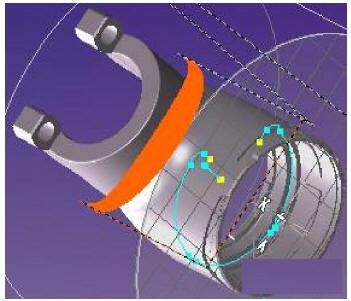
针对一些特定的加工,如某些磨床,需要把样条线的轮廓切削完全采用圆弧插补(G2/G3),而避免直线(G1)插补。[详情]
-

EdgeCAM是由英国Palhtrace工程系统公司开发的一套智能数控编程系统。这套系统的开发宗旨是不断提高用户的生产效率。[详情]



