-

随着机械加工技术的不断提升,给机械制造业带来了很大的发展空阖。数控技术给机械加工带来了很多方便,给机械制造的发展提供了重要的技术支持。对数控技术在机械加工中的应用进了行分析。研究了数控技术在制造业方面的发展方向。 [详情]
-

文章介绍了某小型数控车床的自动上下料机械手的结构、工作原理、气压传动系统、驱动装置和控制系统,根据数控车床和机械手的工作流程,采用 S7-226 PLC 为控制系统,编制了相应的程序,取得了较好的效果。 [详情]
-

本项目研制多轴机械手实训设备,该机械手采用 PLC 控制,通过编制程序控制器程序,对直流电机和步进电机、电磁阀、行程开关、气动元件进行复杂的开关量控制,从而实现机械手对物体进行抓取、移、放,完成整套工件运送工作。 [详情]
-

PLC 控制系统许多都是顺序控制,详细论述了状态转移图和步进梯形图编程、起动 - 保持 - 停止电路编程、置位和复位指令编程、移位指令编程等四种顺序控制程序设计方法,提高了编程效率。 [详情]
-
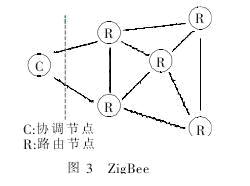
本文提出了基于PLC、监控计算机、无线传输模块组成的无线配送系统,阐述了整个系统的组成,硬件的组态和软件的设计。并且对小车定位控制、无线通信做了详细的介绍。实际表明,该系统具有操作简便、运行稳定、可靠性高等特点。 [详情]
-
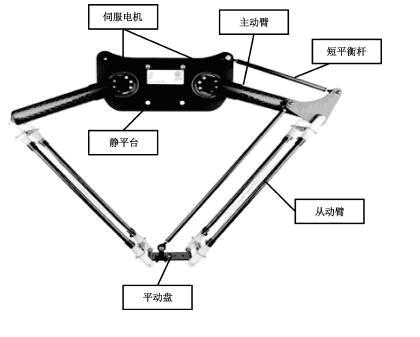
本文针对目前基于PLC的机械手控制系统对电机控制的实时性不佳等问题,设计了两自由度并联机械手控制系统,并采用运动控制CPU作为控制器。通过建立数学模型对机械手进行分析,并编制了精简的控制程序,实现了机械手的高速、精确、平稳运行。 [详情]
-

为了实现饮料混合机能够完成手动、自动及CIP清洗功能,达到混合机能够把水、糖浆、CO2按一定比例混合,最终能够使饮料混合机具有故障报警提示及故障复位功能的目的。主要运用压力及液位传感器、继电器、流量计等元器件。采用了西门子S7-200 PLC处理实现的方法,做了PLC仿真实验,实现饮料混合机的设计功能,证实了基于S7?200 PLC饮料混合机的控制系统设计的可行性和可靠性。 [详情]
-
汽车总装线由车身储存工段、底盘装配工段、车门分装输送工段、最终装配工段、动力总成分装、合装工段、前梁分装工段、后桥分装工段、仪表板总装工段、发动机总装工段等构成。 [详情]
-

PLC是一种用于工业生产自动化控制的设备,一般不需要采取什么措施,就可以直接在工业环境中使用。然而,尽管有如上所述的可靠性较高,抗干扰能力较强,但当生产环境过于恶劣,电磁干扰特别强烈,或安装使用不当,就可能造成程序错误或运算错误,从而产生误输入并引起误输出,这将会造成设备的失控和误动作,从而不能保证PLC的正常运行,要提高PLC控制系统可靠性,一方面要求PLC生产厂家提高设备的抗干扰能力;另一方面,要求设计、安装和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。 [详情]
-

PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。本文论述了PLC的内部结构,发展历史及其基本原理构成。 [详情]
-

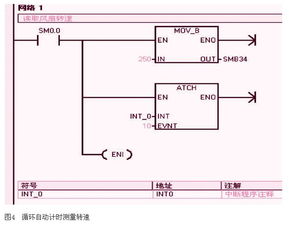
本文介绍使用三菱M65CNC开发12轴淬火机床电控系统的技术要点,以及双系统编程、中断功能、旋转轴联动等技术的使用。 [详情]
-

本文介绍了用可编程序控制器来对双柱立式车床控制系统进行现代化改造,简要叙述了双柱立式车床的工作原理及用PLC进行改造设计的方法和设计步骤,并给出PLC编程程序梯形图。PLC控制的特点使原机床控制大大的简单化,并且维修方便,易于检查。节省大量的继电器元件,使机床的工作效率更高。 [详情]
-

本文分析了托辊管生产线的工艺流程。结合西门子Simotion运动控制系统,设计了~种全自动托辊管生产线。采用伺服技术进行定长送料。运用三锯片进行环切,保证了管料的精确快速切割;同时将SIEMENSSimotion D运动控制系统、伺服功率单元、变频器MM440、触摸屏TPl77B、远程输入输出模块E1r200M作为生产线的主要控制单元。使机床的操作更加灵活可靠。大大降低了劳动者的劳动强度。提高了劳动生产率。 [详情]
-
PLC凭借其可靠性高、成本低、实用性强,具有逻辑运算等功毹在工业自动化中大量使用。其小型PLC由于没有插补指令限制了在数控方面的应用。文中使用其自带的逻辑运算指令,实现直线和圆弧的插补。以西门子的小型PLCS7—200为例,结合步进电机,具体地阐述硬件接线和程序设计来完成这一功能。 [详情]
-

本文通过用插装阀设计多轴钻孔机床液压系统,分析了插装阀的结构原理及其在液压系统中的功能作用,论证了插装阀在机床液压系统设计中,在技术和经济上的可行性和其他特点,是当今液压技术发展的趋势。 [详情]



