-

PLC是数控机床电气控制系统中的核心,机床的很多控制指令都要经过PLC处理后才能控制执行机构。由于PLC是专业为工业生产环境设计的控制装置, 因此一般不需要采取什么特殊措施, 就可以直接在工业环境使用。但如果环境过于恶劣, 电磁干扰特别强烈, 或安装使用不当, 都不能保证PLC 正常、安全可靠地运行。因此, 探讨提高PLC控制系统可靠性的措施具有十分重要的现实意义。[详情]
-
本文提出了一种数控加工中心两轴联动的应用方案,该方案以HJD-4 数控加工中心试验机为平台,以PLC 为控制核心,通过PLC 按位进行动作状态设置,实现了加工中心单轴动作和两轴联动的手动切换功能。其逻辑简单、可移植性强,并能通过程序扩展实现更多轴的联动,可广泛应用于船用零部件加工及其他机械加工领域中。[详情]
-
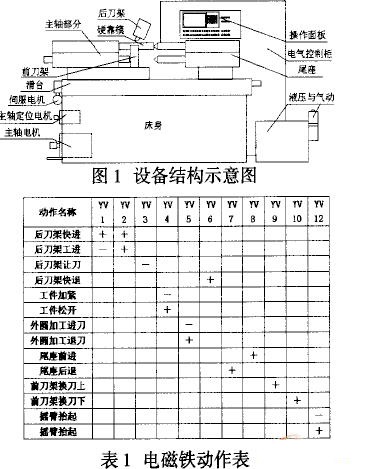
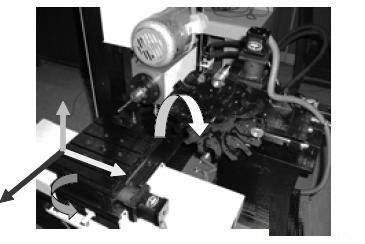
本文阐述了活塞外圆和端面硬靠模加工及头部倒角的工作原理,详细介绍了采用可编程序控制器和经济型数控系统联合实现电气控制的具体方案,给出了电气控制系统的硬件电路图、程序流程图。该方案解决了可编程序控制器与数控制系统的协调工作问题,实现了活塞外圆的硬靠模仿形粗车与精车、换刀、硬靠模车端面、头部倒角、主轴高低速切换等功能的自动控制,并且能够实现主轴定位准停、工件夹紧、吹扫、故障报警等控制功能。[详情]
-

本文针对数控加工中传统夹具生产效率低、夹紧力不可控等问题,以发动机缸盖的加工工艺系统为研究对象,基于高速开关电磁阀控制原理,设计了一种以PLC为基础的数控夹具压力控制系统,给出了该系统中液压系统、PLC控制系统和人机交互系统的详细设计方案。该系统能够很好地适应加工过程中切削力的变化,在一定程度上提高了生产效率和加工质量。最后通过测试实验验证了系统的可行性。[详情]
-
与大型企业相比,中小企业的规模小、实力弱,专业计算机技术人员少,但经营灵活、对市场的反应快,这种企业很适合应用CAD/CAM系统。[详情]
-
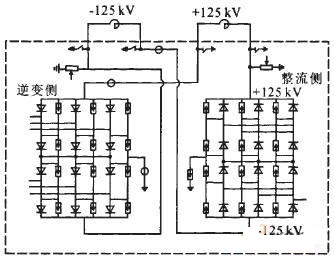
东北——华北联网高岭背靠背换流站工程(高岭背靠背工程)是西电公司承担的国家重点工程,其中晶闸管换流阀是高岭背靠背工程换流站的核心设备,高岭背靠背工程实现东北——华北电网的联网,是西安西电电力整流器有限责任公司(西整公司)首次承担制造的国内最大商业运行背靠背工程,是国内第一次独立进行±125kV直流背靠背工程晶闸管换流阀的设计、制造、绝缘型式试验、运行型式试验和现场调试的工程。[详情]
-

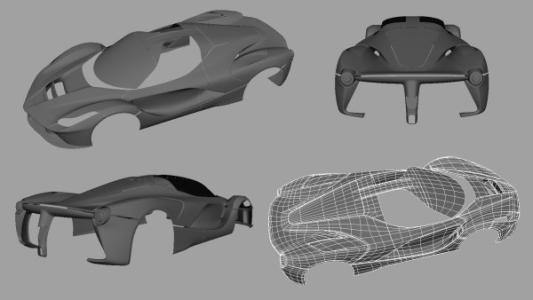
计算机信息技术的发展在城市规划、建筑设计、空间环境设计领域带来了不断深入的技术革命。首先是CAD技术使绘图自动化得以普及,随后,三维效果图与动画在详细规划和建筑设计中得到推广应用。[详情]
-

结构和零件的微型化是技术领域的发展趋势之一,开发经济上可行的微细加工技术对于微型技术的发展具有重要意义。[详情]
-

现代大工业的发展使得工业控制设备变得越来越复杂,自动化程度越来越高。由于自动控制的故障引起的生产停顿造成的损失是巨大的,而生产企业的维护能力有限,迫切需要建立起远程实时监测和诊断系统,由设备提供商、企业技术人员和行业专家共同实现及时、准确的预防和诊断设备故障。[详情]
-

现代精密测量技术是一门集光学、电子、传感器、图像、制造及计算机技术为一体的综合****叉学科,涉及广泛的学科领域,它的发展需要众多相关学科的支持。[详情]
-

在提高加工效率方面,减少加工工序,进行复合加工,也是提高加工效率非常有效的手段。 减少加工工序我在同许多制造企业的同行交流时,发现他们通常会比较注重切削的三大要素(切削速度、进给、切削深度),而对减少加工工序却没有给予充分的关注。其实,减少加工工序经常会比提高切削参数更为有效。[详情]
-

众所周知,产品检测已经成了制造过程中不可或缺的组成部分。没有该过程,没有任何人敢为自己设计或加工出来的产品及零件的合格性、完整性和精确性打保票。[详情]
-

电磁成形是一种高能率成形方法,电磁成形具有生产效率高、工装简单、可提高某些材料的塑性、对环境的污染小等优点。[详情]
-

麻花钻是耗损量最大的刀具之一。半封闭的切削环境和特殊的几何结构,使其钻削温度高于相同条件下车削和铣削温度,再加上钻刃各处的切削速度、几何参数都会发生变化,从而导致麻花钻的使用寿命远远低于其它刀具,难以适应机床高速化和被加工材料高硬度化的趋势。[详情]
-

高精度的机床、机床上的探测技术及非接触式对刀技术的发展为模具加工的自动化和快速成型提供了强大的工具。 [详情]



