-

2006年10月号的专栏中,我谈了自己对“刀具选择的效率原则和精度原则”的一些看法,今天想继续就“稳定性原则”和“经济性原则”谈一谈。 [详情]
-

随着汽车工业技术的不断发展和进步,新材料、新工艺不断涌现,在这些加工过程中选择合适的切削液对于保证产品加工质量,提高加工效率,减少环境污染都是至关重要的。[详情]
-

随着现代科学技术的高速发展,由聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)等超硬材料制成的刀具品种越来越丰富,其性能也得到不断发展和提高。[详情]
-
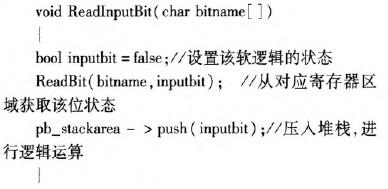
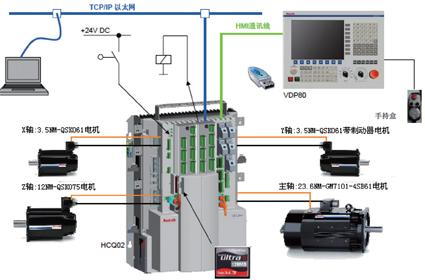
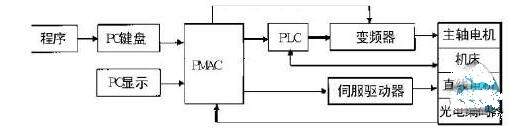
系统基于BECKHOFF提供的TwincAT平台,采用软PLC与PC相结合,通过对人机界面进行操作,经由I/O模块反馈到PLC中,对输入信息进行分析处理,从而达到信息交互和驱动各部件运作的目的,而人机界面设计则在Visual Studio.NET 2008中用C}}语言编程完成。[详情]
-
将PLC应用于数控型角钢生产线控制系统中,不仅提高了角姻生产线的加工精度和生产效率,而且片姻结构加工业所贡要的特殊数控系统的发展有若重要意义。[详情]
-

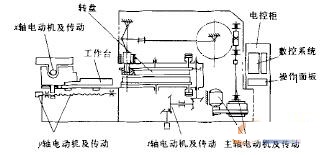
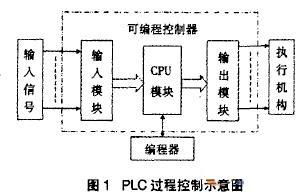
PLC作为信息科技革命与工业化触合的产物,在工业环晚中的使用已经得到认可和推崇。PLC拉制设计在不司的工生生产中有着不同的应用,本文的主要内容鱿足时PLC拉侧设计在毅控二作台中的使月进行分析和探讨。[详情]
-
本文通过研究传统PLC对五轴数控铣床开关量的控制过程,遵循IEC61131—3标准分析并设计了软PLC控制系统的构成,论述了运行系统各模块的功能和具体实现方法,以及SERCOS—III在软件化数控系统中的应用。最后,利用Visual C++开发了软PLC运行系统仿真界面,通过实验验证,实现了对五轴数控铣床开关量的控制。[详情]
-
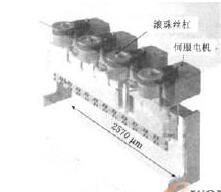
作为数控机床的重要功能部件,伺服系统的特性一直是影响系统加工性能的重要指标.笔者介绍了数控机床的进给伺服系统、主轴伺服系统的特性,并对其应用前景进行展望。 [详情]
-

本文以机械和电气相结合的方式,介绍了一种滑枕补偿的方法。利用西门子840D 系统, 通过机械和液压部件、吊链或拉链重锤等机械部件,调整滑枕补偿值。使用NC 、PLC 、HMI 画面等手段, 对镗床进行滑枕挠度补偿。编制对于镗杆和其他附件的NC补偿程序,解决使用滑枕加工时的精度问题,抑制挠度变化, 从而提高镗孔的加工精度。 [详情]
-

本文分析现有不锈钢锅复合压力焊的生产方式、工艺以及存在问题的基础上,构建了由已有的中频加热机、冲压机、冷却输送带,新设计的送料输送带、送料机械手、上下料机械手和出料输送带组成的不锈钢锅复合压力焊自动生产线,并利用PLC和触摸屏进行软硬件设计,实现不锈钢锅复合压力焊自动化生产,该生产线提高了复合压力焊工序的自动化水平,减轻了工人的劳动强度,提高了生产效率。 [详情]
-
我国今后的发展,要以科学发展为主题,以加快转变经济发展方式为主线。加快转变经济发展方式,必须加快推进产业结构的调整优化,核心是产品的技术创新和升级换代。 [详情]
-

PLC凭借其可靠性高、成本低、实用性强,具有逻辑运算等功毹在工业自动化中大量使用。其小型PLC由于没有插补指令限制了在数控方面的应用。文中使用其自带的逻辑运算指令,实现直线和圆弧的插补。以西门子的小型PLCS7—200为例,结合步进电机,具体地阐述硬件接线和程序设计来完成这一功能。 [详情]
-
本文阐述了数控系统的发展概况,介绍了PNIAC运动控制器的性能,深入讨论了基于Pi:IAC的开放式数控系统的结构、优势和性能。 [详情]
-
交流伺服电机驱动是目前成形装备发展的一个新方向,不但可以实现成形装备柔性化和智能化,还可以提高生产率和产品质量、节能环保。本文介绍了交流伺服传动的基本原理、交流伺服压力机发展现状并就其中若干关键技术问题发表了看法:大功率交流伺服电机及其驱动控制技术;交流伺服传动过程能量的回收;无飞轮压力机传动系统设计;重载高效精密螺旋传动技术;基于伺服压力机的成形工艺优化等。文章还就交流伺服压力机的发展趋势进行了展望。 [详情]
-

交流伺服电机驱动是目前成形装备发展的一个新方向,不但可以实现成形装备柔性化和智能化,还可以提高生产率和产品质量、节能环保。本文介绍了交流伺服传动的基本原理、交流伺服压力机发展现状并就其中若干关键技术问题发表了看法:大功率交流伺服电机及其驱动控制技术;交流伺服传动过程能量的回收;无飞轮压力机传动系统设计;重载高效精密螺旋传动技术;基于伺服压力机的成形工艺优化等。文章还就交流伺服压力机的发展趋势进行了展望。 [详情]



