-

机器学习技术在基因大数据处理上的大量应用,积累了前所未有的知识。这些全新的知识及组合为医疗界打开了一扇新世界的大门,使得医学工作者对许多疾病的认识、筛查和治疗都有了新的渠道和信息。 [详情]
-

随着AI技术的发展,几乎每次有新的成果,都会有人担心,我们离被机器统治的距离还有多远。不过,最近几条关于 AI 的消息可以让我们松一口气:至少它们现在还和普通孩子没什么区别。 [详情]
-

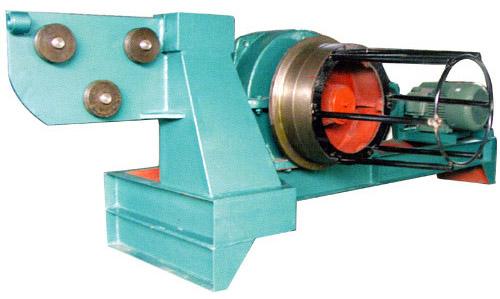
根据孔型轧制生产线工作特点和工艺要求.推床控制的精度和响应速度直接影响生产及成品质量.因此推床控制极其重要。结合现场实际应用,通过运用速度闭环加位置PID调节器控制方案来实现机前机后推床的同步功能;通过力矩控制方案实现推床矫直及正常送钢功能。现场应用表明。推床经投入上述控制方案后系统性能优异.此方案完全可行。 [详情]
-

自动化立体仓库是一种设置有高层货架,并配有巷道堆垛机和自动控制、计算机管理系统,实现搬运、存取的机械化与自动化,贮存管理现代化和信息化的新型仓库。它是用高层货架储存货物,以搬运机械手存取货物,并通过周围的辅助装备,自动进行出入库存取作业的系统。自动化立体仓库具有占地面地小、贮存大、周转快的优点,是集信息、贮存、管理于一体的高技术密集型机电一体化产品。 [详情]
-

本文只以小车电动机的控制为例来分析系统的硬件构成和软件设计。其它电动机制控制原理相同,只是电动机工作状态和工作过程稍有区别,只需在此基础上略作修改即可。 [详情]
-

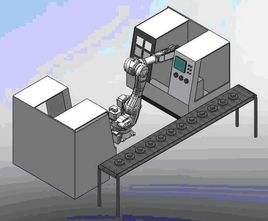
作为物流自动化领域的一门新兴技术,近年来,码垛技术获得了飞速的发展.广泛采用码垛机器人对提高劳动生产率以及降低生产成本有着十分重要的意义;在充分研究闷内外工业码垛机器人的基础上,设计了一种基于PLC控制的新型工业业码垛机器人控制系统,控制系统以触摸屏为人机交互界面,以横河FA—M3 PLC为控制系统核心,同时还根据码垛作业实际需要和工作流程的特点,完成了软件系统的编写;实际运行结果表明,新型工业码垛机器人控制系统具有高町靠性和稳定性,同时又具有良好的可扩展性和可维护性,能满足码垛作业的实际需要,符合上业应[详情]
-
针对我国建筑行业中的主要用人工手工或半自动的方法生产筋箍的现状,提出了一种以成熟的S7-300 PLC和交流伺服技术对传统的方式进行改造的方法,显著提高了生产效率 [详情]
-

数控机床是典型的机电一体化系统。PLC工程现场界面涉及光、机、电、气、液等复杂的输入输出信令,加之PLC对于信号的逻辑处理具有的抽象运算特征,使得工业现场故障处理工作通常是相当的复杂困难,PLC机电系统现场故障往往使得缺少工程经验的设备管理者们束手无策,较长时间的故障处理处理可以大幅度降低产能,严重影响生产。本文以就事论事的方式平铺直叙具体的机电工程现场故障处理案例,保留住故障处理经验中最珍贵的分析判断过程。 [详情]
-
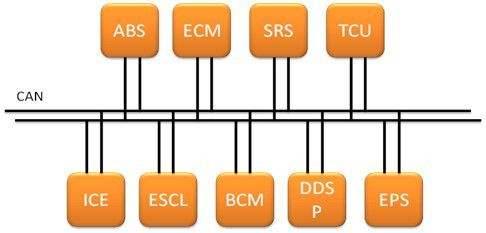
本文提出了一种基于CAN总线的嵌入式数控系统与伺服驱动器等执行机构通信的接口设计,解决了数控系统与伺服驱动器间指令信息传输精度及速度等误差对数控系统性能的影响。该系统接口具有集成度高、智能化程度高、结构与功能可扩展性好、性价比高等特点。 [详情]
-
介绍了一种基于西门子PLC控制的气动机械手的工作原理、气动系统的设计方案、PLC部分顺序功能图和程序。体现了PLC和气动机械手在工业生产中的重要作用。 [详情]
-

介绍了一种能自动进行180。条形连接器装配的自动装配机设计,对系统的PLC控制系统、气压系统、光纤检测系统的设计进行了介绍说明,用户端采用威纶MT6070iH的触摸屏控制,实际运行表明,该装配机具有自动化程度高、可靠性强、误检率低和人机交互友好等特点。 [详情]
-

针对矿用皮带硫化机自动化程度不高、操作复杂及时操作技能依赖性过多的不足,设计了采用西门子PLC及HMI(人机界面)组合的方式,实现操作控制的自动化;该方案采用2层模块化设计结构,具有“选择”和“填写”两种方式,通过不同的“选项”,能够适应各种型号皮带的硫化禽求,使生产管理和控制性能更合理、更人性化;采用该方案不仅提高了硫化品质,减少了对职业技能的依赖,而且还便于及时排查故障,保证硫化任务顺利高效地完成。 [详情]
-

参照嵌入式软件的开发流程。第一步:工程建立和配置。第二步:编辑源文件。第三步:工程编译和链接。第四步:软件的调试。第五步:执行文件的固化。 [详情]
-

利用CAN总线的实时性和可靠性来提高数控机床的性能C上位机采用控制器S3C241[详情]
-
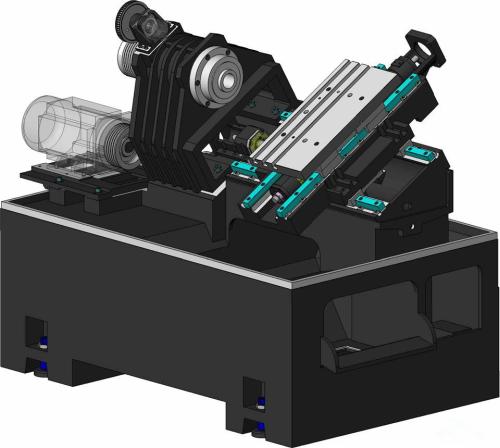
使用普通平头设备进行工件的平头操作,平头面的光滑度和平面度,会受到刀具的精确程度以及操作人员的熟练程度等诸多因素的影响。数控平头机,可按照输入的进刀曲线连续工作,始终保持高精度和高效率,从而充分保证平头质量。 [详情]



