-

本文介绍了结合PLC对箱体加工的自动化控制系统的设计方案。 [详情]
-

针对数控总线的异步及同步通信特点,提出一种在数控总线应用层之上对所传输消息采用动态循环冗余校验(Cyclical redundancy check,CRC)的消息安全通信方法。给出数控总线安全报文结构,设计出基于动态CRC校验的安全通信方法及相应算法。采用数学手段及试验测试对所提出方法与传统方法进行性能比较,证明该方法满足通信实时性要求,同时剩余错误率有明显降低,并能完全满足消息完整性等级要求。结果表明,该方法适合于数控总线消息安全通信的应用。 [详情]
-

本文利用数控系统中的特殊功能指令编写数控加工程序,可以达到简化数控加工程序,提高编程效率的目的。该文通过实例,介绍了FANUC 系统中可编程参数自动设定指令G10 与系统中宏指令在数控编程中配合使用的方法和技巧,可为特殊零件的数控加工程序编制提供参考。 [详情]
-

本文介绍了PLC和变频器在汽车传动轴防尘罩高低温控制系统中的成功应用,介绍了系统控制方案和软硬件结构的设计思想.提出了一种易于在PLC中实现的适用于被控对象为二阶惯性环节温度预测控制系统,实际运行表明该算法优于常规的PID算法.本系统功能强,性能好,精度高。 [详情]
-
文章利用Pro/E参数驱动的三维模型设计、工程图功能和AutoCAD灵活方便、功能强大的二维图形标注与编辑功能,结合实例来分析利用此两种软件联合设计机械工程图的方法。两者的结合极大地提高设计效率与质量,在机械制图领域有一定的现实意义。 [详情]
-
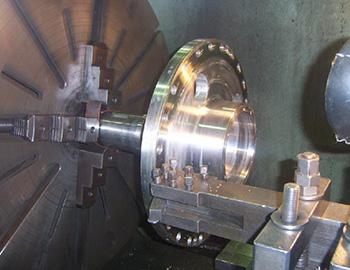
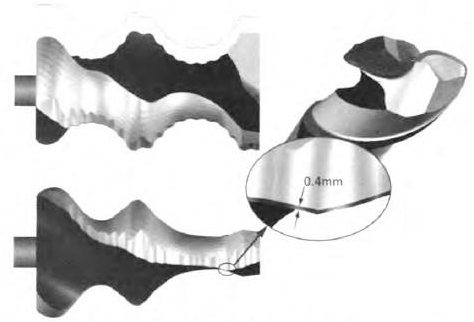
随着数控机床的普及,螺纹铣削加工技术在机械制造业的应用越来越多。螺纹铣削是通过数控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周圆周运动,在垂直面内则直线移动一个螺距。螺纹铣削具有加工效率高、螺纹质量高、刀具通用性好、加工安全性好等诸多优点。目前使用的各种螺纹铣削刀具种类很多,本文拟从应用特点、刀具结构、加工工艺等角度对几种常见的螺纹铣刀作一些分析介绍。 [详情]
-
文章通过对功能按键模具型腔电极的设计研究,分析了电极设计的原则和要点,给出了NX软件平台上电极设计的流程,制定了功能按键模具型腔的加工工艺方案,详细分析了电极的设计方法,完成了电极的完整设计。 [详情]
-
数控设备是一种自动化程度较高,结构较复杂的先进加工设备,是企业的重点、关键设备。要发挥数控设备的高效益,就必须正确的操作和精心的维护,才能保证设备的利用率。特别是数控机床的电气维修,要保证及时发现和消灭故障隐患,从而保证安全运行。 [详情]
-

本文介绍了数控加工的工艺流程,并运用UG软件对某产品数控加工工艺及流程进行了分析。 [详情]
-
文章阐述了PROE技术在行星齿轮减速器设计中的优势,利用PROE 5.0建立了行星齿轮减速器三维模型,并进行了运动仿真,结果表明,利用PROE进行实体造型能方便的对产品进行优化,提高了设计效率,减少了设计缺陷,为行星齿轮减速器的广泛运用奠定了基础。 [详情]
-
本文对数控工具磨削软件进行了研究。分析了国内外数控工具磨床所采用的磨削软件的发展现状和技术水平。介绍了几种典型的数控工具磨削软件产品,提出了我国在引进国外先进技术,借鉴国外数控工具磨削软件的研发经验的同时。应依靠产学研合作攻关开发出能满足刀具制造企业对数控工具磨削软件追求的尖端产品。浅析了今后数控工具磨削软件的发展方向和我国在该方向上的研究重点。 [详情]
-

文章利用自动化对象编程,针对水电站月牙肋钢岔管设计繁琐、工作量大、有限元计算前处理耗时长的缺点,开发出基于CATIA二次开发的辅助设计系统。该系统实现了月牙肋钢岔管在CATIA中的快速建模和网格自动剖分,最终在有限元软件ANSYS中完成有限元计算。以蟠龙抽水蓄能电站工程月牙肋钢岔管为例进行了计算,并与设计院的计算结果进行了对比与分析,结果表明该系统具有设计速度快、精度较高等优点,具有较高的实用价值。 [详情]
-

本文结合某机床厂XD-40型数控机床专用后置处理配置文件的开发过程,介绍了Creo/NC模块及其G-Post后置处理器的应用,探讨特定数控机床专用后置处理配置文件开发的方法,为提高CAM类软件使用效率找到了一种全新的解决方案。 [详情]
-

基于西门子S7-200PLC控制器,研究现代加工中心随机换刀方式的实现方法,通过编程方式着重介绍刀库定位的控制过程,同时给出相应的控制流程图和梯形图程序。 [详情]
-

本文简要介绍PMAC运动控制器及基于PMAC的软件PLC的特点,详细介绍软件PLC中边沿触发功能的实现及应用实例。 [详情]



