-
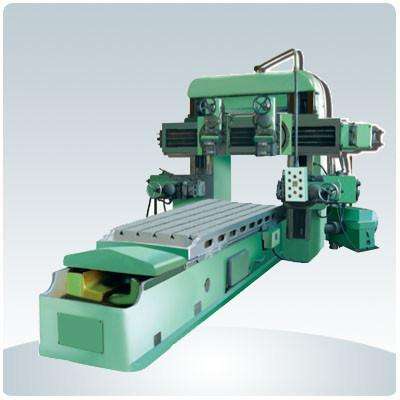
采用PLC和变频器对龙门刨床电气主拖动系统进行改造,根据龙门刨床电气主拖动系统的控制要求,对龙门刨床电气主拖动系统进行了设计,改造后的龙门刨床具有结构简单、运行可靠和和维护方便等优点。 [详情]
-

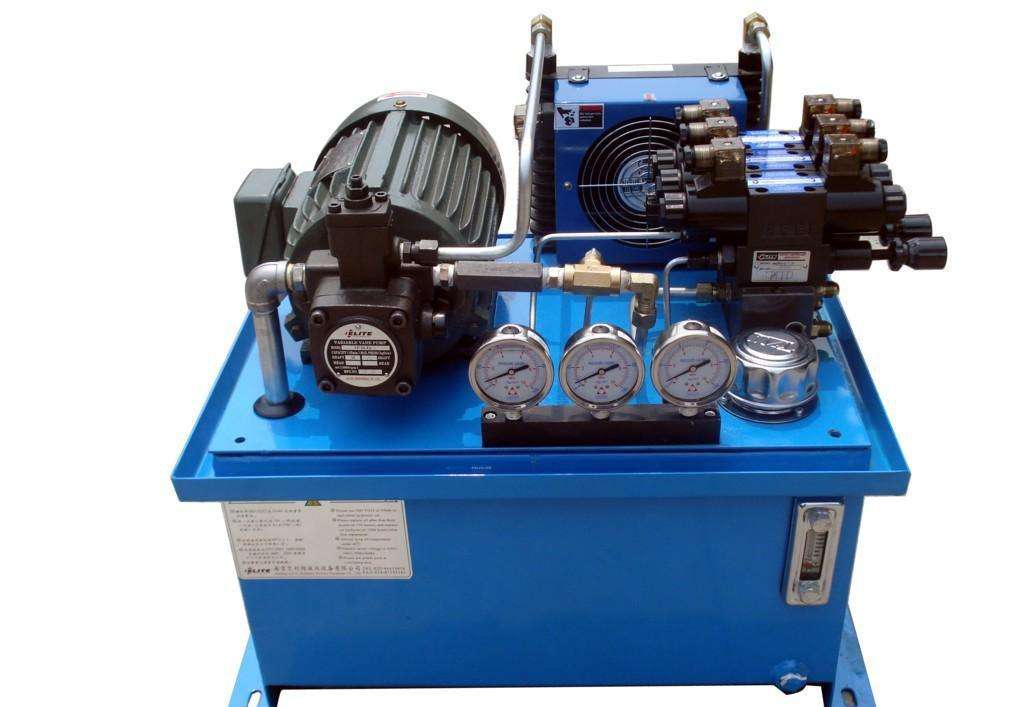
动力滑台是组合机床上实彩走给运动的一种通用部件,采用普通调速阀的动力滑台在工进速度切换时往拄会引起较大的液压冲击,通过欧姆龙的CPM1A可编程逻辑控制器和增量数字节流间来实现动力滑台液压系统的控制,可有效提高整个系统的工作稳定性,减少系统的液压冲去,提高了运行时的精确度,并且实现简单,成本低,有一定的推广性。 [详情]
-
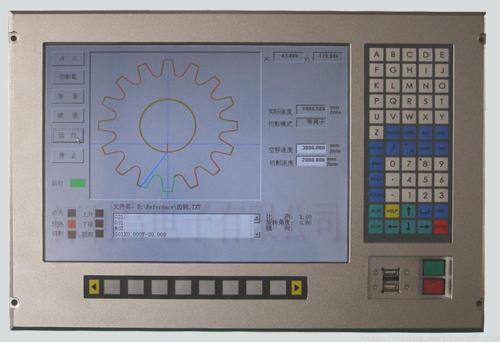
为缩短内嵌式PLC的开发周期.提高其通用性和扩充性.用c语言建立了内嵌式PLC的集成编程环境编程软件可以完成PIE信号定叉、系统设置和梯形图的编译,并形成一个完整的内嵌式PLC模块采用双向链表的数据结构来描述和记录梯形图的各种信息,以实现仝屏幕编辑功能.该编程软件已成功应用于俄罗斯539数控仿型铣床。 [详情]
-

本文通过分析变频调速技术在通用桥式起重机中的应用,根据其原有的控制结构,综合组态软件和PLC、变频器技术。提出了一个基于PLC控制变频器技术的系统控制结构,并且采用此体系结构进行了对桥式起重机变频调速控制的研究。 [详情]
-

本文根据珩磨机床加工工艺原理和控制要求,构建了基于RS-485的主从式控制网络。通过该网络主站PLC对各从站伺服驱动器、变频器等的运行实施监控。介绍了伺服驱动器及变频器的通信协议.给出了PLC与伺服驱动器、变频器间的通信方法。 [详情]
-
本文根据C7620车床的工作要求,对液压系统做了部分改进。采用PLC对液压系统进行控制,给出了相应的梯形图,提高了车床的工作效率。 [详情]
-
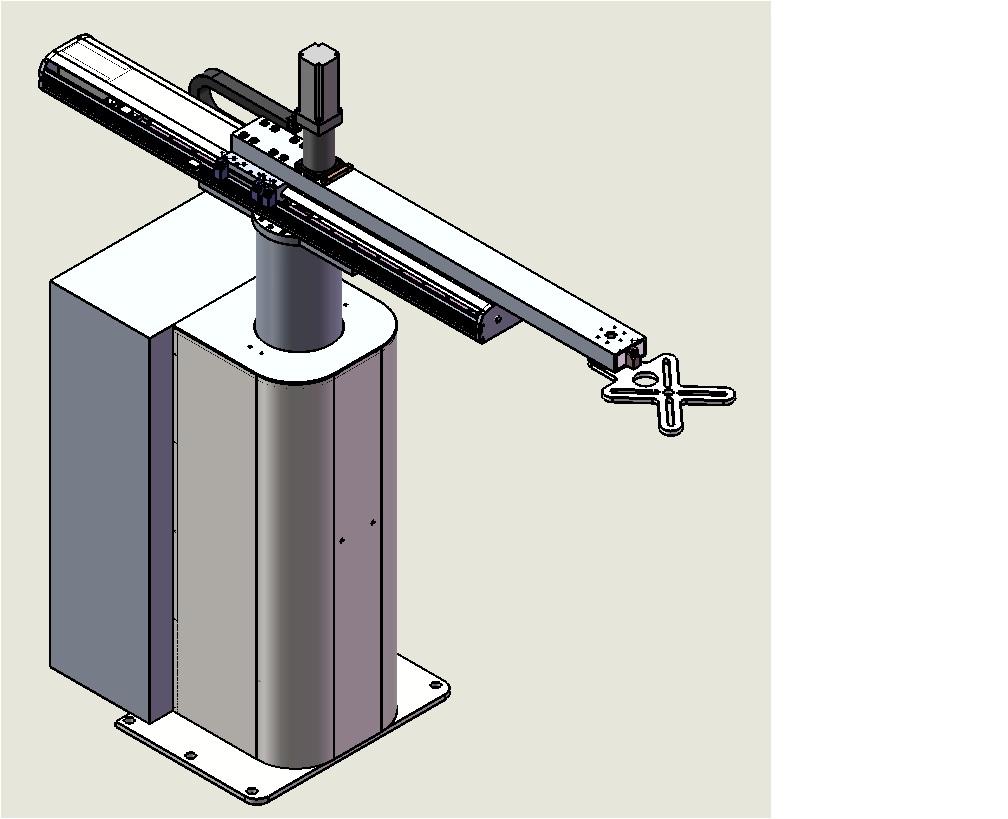
根据机械手的工作过程和控制要求,设计了机械手的基本结构,并将西门子S7—200 PLC和组态王Kingview6.53应用于机械手的控制系统。通过建立PLC和Kingview 6.53之间的通讯,利用组态软件模拟机械手的工作过程。实验表明,由S7—200 PLC和Kingview6.53构成的控制系统人机界面简单、易于操作、经济实用、可靠性高。 [详情]
-

本文分析了双面钻削组合机床的工作原理和控制要求,确定了输入和输出元件,选择PLC机型、设计PLC输入/输出接线和梯形图,利用欧姆龙小型PLC机取代传统的电气控制,实现了双面钻削组合机床的改造。 [详情]
-
本文介绍了利用三菱FK2N系列PLC对数控加工中心刀具库选择的控制,阐迷了控制方秦,同时根据数控加工中心刀具库选择的控制要求和特点,确定PLC,的输入输出分配,设计出梯形图并进行现场调试。 [详情]
-

文中首先介绍了数控车床常用的"试切对刀法”的原理及对刀思路;接着,介绍了华中世纪星车削数控系统的四种手动试切对刀方法;为改进其对刀精度,根据"自动试切→测量→误差补偿”的思路,设计出了用程序控制的自动试切法,并总结介绍了四种精确对刀方法。文后还给出了几种对刀的示例程序,可能会对大家有所帮助。 [详情]
-

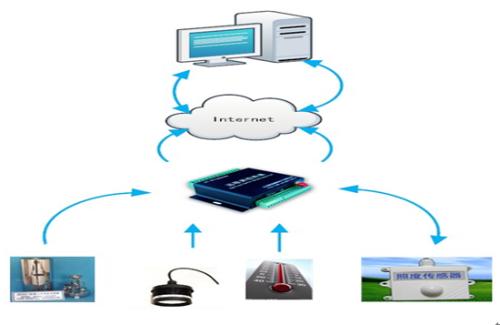
本文综述了国内外网络数控系统研究的现状,将网络数控系统与传统数控系统进行了对比,在此基础上,分析了网络数控系统研究中的关键技术,并指出了基于Internet的网络数控系统是数控系统的研究发展趋势。 [详情]
-

随着现代数控技术的发展,数控机床的普及程度得到快速提高。作为在数控技术应用方面的排头兵,经过20多年的快速积累,航空航天企业已从过去购买CAD/CAM软件不以为用,到现在真正把CAD/CAM技术作为不可或缺的重要技术使用,这也足以反映出其"超前技术储备战略"的必要性。 [详情]
-
采用可编程控制器(PLC)对T7040 金刚镗床的电气系统进行技术改造,设计了机床主电路图、PLC 的I/O 接线图,并根据产品加工工艺,绘制了梯形图程序。改造后的T7040 金刚镗床在实际生产中运行平稳,生产效率大大提高。 [详情]
-

本文针对目前国内中、低档刀架的不足。介绍了以TBl20伺服刀架为控制对象,Fanuc 0i数控系统的PMC为控制核心的伺服刀塔系统的硬件和软件的设计方法,分析了PMC的控制原理,给出了部分信号的接口地址。经实验验证,该伺服刀塔满足了数控机床对核心功能部件的要求,具有较高的工程应用价值。 [详情]
-

文章介绍了自动化加工及其特点,并以hypermill自动化加工为例,介绍了应用hypermill进行典型的5轴零件加工的步骤和方法。 [详情]



