-
在当今制造业的轰轰烈烈表象后面,多少企业忍痛誓从"made in china ”提升到"made by china”的境界。在就有创造型文化的企业,面对更加复杂的结构、更加美观的外形设计的产品,要求每一个工程师变成孕育产品的一片沃土,成为整个PLM(产品全生命周期管理)系统里面最为关键的一员。 [详情]
-
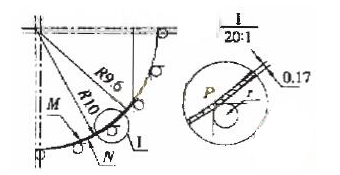
在数控车床使用过程中,为了降低被加工工件表面的粗糙度,减缓刀具磨损,提高刀具寿命,通常将车刀刀尖刃磨成圆弧形,圆弧半径一般在0.4~1.6mm之间。 [详情]
-

数控机床使用的回转刀架是比较简单的自动换刀装置,常用的类型有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。 [详情]
-
-

数控机床是一种技术含量很高的机、电、仪一体化的高效复杂的自动化机床,机床在运行过程中,零部件不可避免地会发生不同程度、不同类型的故障,因此,熟悉机械故障的特征,掌握数控机床机械故障诊断的常用方法和手段,对确定故障的原因和排除有着重大的作用。 [详情]
-

近年来,国内各大汽车主机厂车型更新日益加快,换型周期越来越短,作为大型汽车覆盖件模具企业要达到高效率、高质量生产模具的目标,必须加快企业技术提升、技术创新的步伐。数控加工是模具制造过程最重要的环节之一,而实现数控机床自动化无人加工是模具厂家所追求的高层次阶段,是体现和衡量其加工技术水平、技术含金量的重要标准之一。 [详情]
-

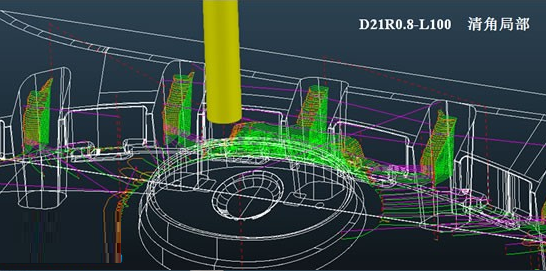
刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/ CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能。特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成成为可能。 [详情]
-

任何自动化产品用户的噩梦都会包含以下场景:样品在试验过程中被凌空抛下;工作至一半时试剂不足;磁珠被枪头吸出;设备机械臂行走过程中"撞墙”等等。 [详情]
-

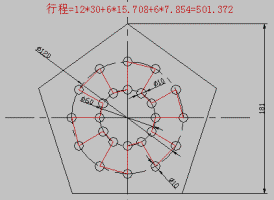
本文拟从数控加工过程中影响工时消耗诸要素出发,通过对数控加工过程的工时消耗分析,研究数控加工时间消耗规律,从而在理论和实践上对数控加工时间数据采集进行进一步研究和探讨,旨在给人以共性和规律性的认识。 [详情]
-

随着国家航空事业、数控加工的不断发展,航空结构件在整个航空事业当中起着举足轻重的作用,本文针对其中典型的薄壁加工变形,从控制其毛坯状态、装夹方案等方面来不断提高航空结构件在数控加工精度,从而提升整个航空事业的发展。 [详情]
-

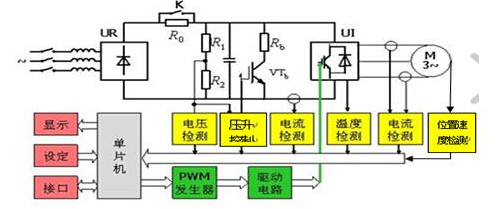
Wondefware InToueh HMI软件提供的图形可视化,可将业务管理。控制和优化毒琵高到一个全新的水平,InTouch人机界面软件声誉在业内首屈一指,Ingouch软件作为HMI起步于20年之前,之所以无可匹敌是因为其业界领先的创新,究善的架构,无与伦比的设备集成和连通性,不间断的软件版本升级和真正传奇的易用性。文章介绍了一种基于HMI控制的数控机床电气控制系统的功能和原理。从HMI上位机、锁相伺服控制系统、进刀系统三个功能部件展开说明。 [详情]
-

激光跟踪仪被誉为移动式三坐标测量机,它是基于球坐标系的便携式坐标测量系统,具有测量精度高、实时快速、动态测量、便于移动等优点。 [详情]
-

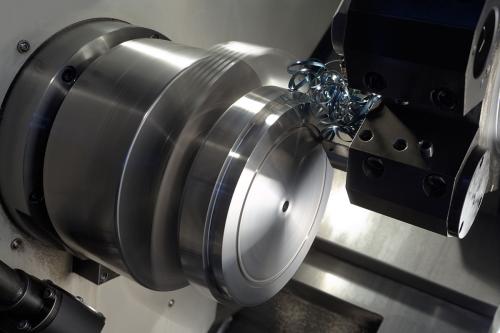
随着中国加入WTO 以后, 国内工业中最为基础的金属加工工艺有了极大的丰富和进步, 制造尺寸、位置、形状、精度要求较高, 且表面粗糙度要求较细的零件, 通常采用切削加工方法,即利用车床使用刀具对金属毛坯进行切削加工。 [详情]
-
何为数控机床位置精度,就是指一台机床的刀尖所能够达到控制系统程序设定的目标位置的能力,也是用户最为关注的技术指标及所能够满足加工精度的需求。 [详情]
-
交流伺服和变频器是用于位置,速度,转矩控制的新型交流调速装置,在机床,自动生产线,纺织,包装等众多行业得了广泛的应用,伴随着应用越来越广,变频器的使用量也越来越大,因为价格相对较高,特别是进口品牌的伺服和变频器,那么对使用中损坏的伺服和变频器的维修就显得尤为重要。 [详情]



