-

合理的刀具选型和优化的加工方法,对于提高加工效率和延长刀具寿命非常重要,特别是在加工难加工材料航空零部件时更为重要。一种高品质的难加工材料刀具,必须具备超细晶粒刀具基体、锋利的切削角度、强壮的切削刃口、耐热的表面涂层等。 [详情]
-

文章介绍了基于NX7.0的高速数控编程操作过程。分析了典型叶轮零件的工艺设计流程,主要进行了叶轮零件3轴粗铣加工、5轴半精加工,通过深度轮廓、可变轴轮廓、清角加工等方法对叶轮零件各部分进行精加工,进行了仿真验证。 [详情]
-
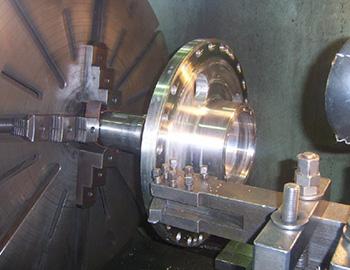
根据水轮机叶片型线图样采用Pro/E软件,对叶片的正面、背面、头部、出水边及其焊接坡口的三维造型,并对用Pro/TOOLMAKER软件对叶片型面进行自动编程设置、在三轴数控龙门铣床加工的工艺设计、工序安排、刀具选择、切削用量选择及其具体实施步骤进行论述。 [详情]
-
文章介绍了CAM EXPRESS涡轮叶片铣削模块,专门针对涡轮机组件的机械加工而设计,其所涵盖的加工范围,不仅局限于涡轮叶片,也可用于螺旋桨或其他多叶片旋转式零件。 [详情]
-
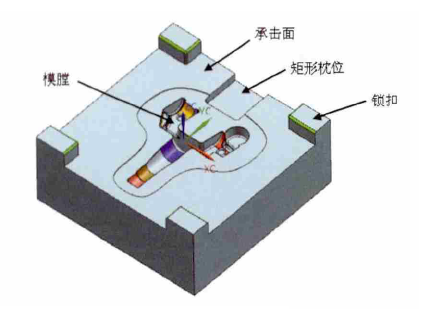
本文在NX CAM平台上,针对汽车转向节锻模具有不规则曲面和飞边的特点,分析了相应的高速铣削流程与走刀策略,并使用自动编程功能优化了切削方式、刀具轨迹等工艺参数,最后采用误差小、精度高的NURBS插补方法简化了NC加工程序代码,提高了模具的加工的质量和效率。 [详情]
-
在加工程序编制中,方法、技巧使用得当,对保证和提高数控机床的加工精度有重要的意义。 [详情]
-

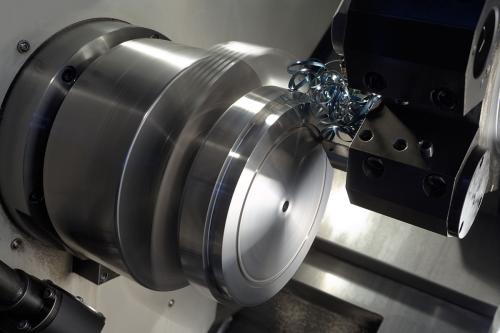
在加工中心上,其主轴转速较普通机床的主轴转速高1~2倍,某些特殊用途的数控机床、加工中心主轴转速高达数万转,因此数控机床用刀具的强度与耐用度至关重要。 [详情]
-
逆向工程是适应实践需要而产生的一项新的造型技术,主要用于没有工程图纸的情况下的产品制造。[详情]
-

新兴技术所带来的变革性力量正在一次次刷新人们的生活。与它所带来的效益和惊喜相对应的,是人们对于新兴技术可能产生的不良影响的担忧。 [详情]
-
当控制计算机与各数控机床相距较远时,一般采用串行通信方式而不采用并行通信方式。这是因为并行通信系统的造价较高、众多的连线不仅容易引入干扰,也容易发生线路故障。控制系统中常用的串行通信一般采用RS-232C串行总线标准。RS-232C是电子工业协会(EIA)推荐的一种普及型异步通信总线标准,目前已广泛应用到了计算机系统中外围设备与主机的连接中。 [详情]
-

从CAD系统的供应商到数控机床的供应商,总是以精心设计的功能来装备他们的产品。然而,采用这些软件和设备还是没能获得通畅和高效的生产工艺流程。要获得通畅的生产工艺流程,不仅需要高效的设备,而且还需要CAD/CAM软件、刀具和机床之间相互的有效协调。 [详情]
-

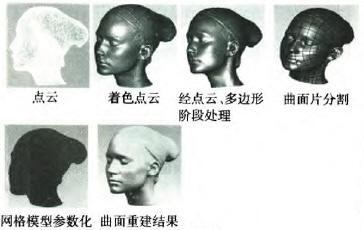
本文以曲面复杂的风机叶片为研究对象,采用逆向工程技术,利用接触式三坐标测量仪对风机叶片数据进行采集处理,通过点云数据测量、预处理、自由曲面重构等技术,进行风机叶片实体模型生成及数控模拟仿真,为风机叶片的高效生产奠定了基础,具有一定的应用价值和实际意义。 [详情]
-

-
常规的板材切割,是切割完一个零件后再切割另外一个零件,如果两个零件的边有公共部份,则利用共边切割的方法只进行一次切割就可以完成,这不但能提高切割效率,而且还能节省切割成本。[详情]