-
可编程序控制器(Programmable Logic Controller,简称PLC),是以微处理器为核心,综合了自动控制技术、计算机技术和通信技术,专门为工业应用环境而设计的功能强大的新型通用控制器。[详情]
-
随着控制理论与自动化技术的高速发展,数控机床的使用率也在逐年增加,,因其技术的复杂性、多样性和多变性等技术特点,数控机床电气系统在使用中难免出现多种问题,本文就数控机床电气设计技巧进行了分析。[详情]
-

MasterCAM软件的二维刀具路径中的外形铣削、一般挖槽、使用岛屿深度挖槽和边界再加工挖槽,都可以完成偏心工件外形轮廓的加工。[详情]
-
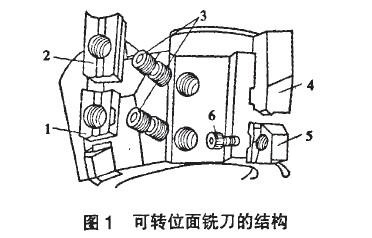
数控铣削时,每个刀齿都在间歇地工作,属于断续切削,刀齿在切人和切离被切金属层的过程中,受到机械冲击和周期加热、冷却的热振冲击,会导致刀齿的微小崩刃、破损,使刀具寿命降低,甚至不能正常使用。[详情]
-
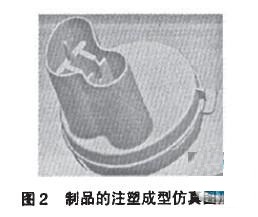
食品加工容器,是一种日常生活中用到的典型的塑料容器,其设计制造过程包含了多种成型工艺,结构比较复杂。通过对这种塑件的分析设计,不但可以充分掌握Pro/E软件中的各种造型技术,而且可以掌握如何运用软件中模具模块成型该塑件的模具结构,因此本文选用该塑件作为设计对象。[详情]
-

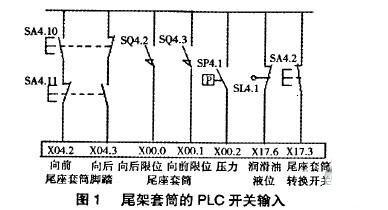
用PLC和万用表巧修FANUC-oi系统加工中心回参考点的故障
加工中心是目前世界上产量最高、应用最广泛的数控机床之一。其综合加工能力较强,工件一次装夹后,能完成较多的加工内容,且加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5-10倍,特别是它能完成许多普通设备不能完成的加工,对形状复杂,精度要求高的单件加工或中小批量多品种生产更为适用。[详情]
-
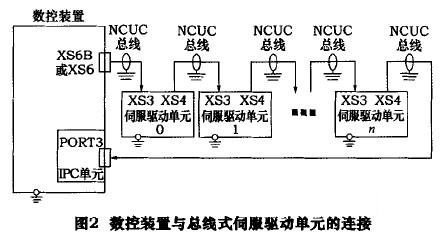
随着制造业的快速发展,数控加工的要求也越来越高。企业如何利用现有基础,对数控装置进行改进和升级,进一步提高自己的加工能力,提高企业的竞争力,是一个现实而又紧迫的问题。[详情]
-
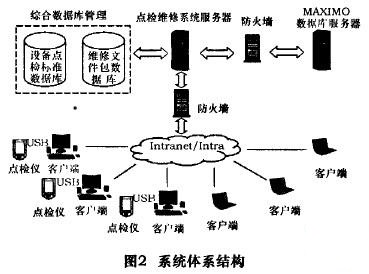
随着加工中心的广泛使用,作为核心制造资源之一的数控刀具在数量与种类上急剧增加。同时,刀具的整个生命周期涉及到企业多个部门,各部门之间通常缺乏统一、高效的刀具信息管理,造成了刀具信息在企业内流通环节上的滞后,导致资源的浪费与生产的延误。[详情]
-

有3台加工中心,是使用没有减速挡块的绝对位置检测器的设备,使用不到1年,加上假期设备停用,上班开机后,有两台机床开机显示Ds306、DS307报警。故障原因是串行脉冲发生器内的机床的绝对位置数据被丢失,需要进行无挡块参考点设定。[详情]
-
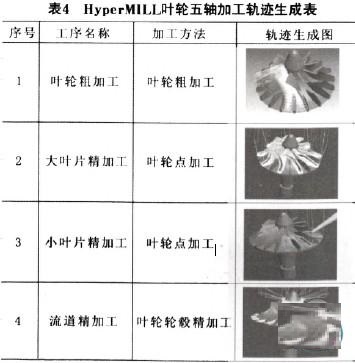
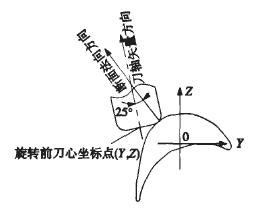
五轴加工技术充分利用刀具的最佳切削点或通过进一步优化刀具和工件的位姿角来进行切削,从而获得更高的切削效率和更好的加工表面质量。[详情]
-
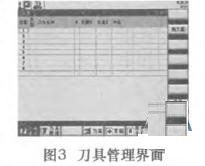
刀具管理水平在很大程度上衡量着一台数控机床效率和柔性的高低。刀具管理功能确保任何时候机床上刀具都位于正确的刀位上,同时刀具信息得到正确、及时更新,能及时替换刀具,从而大大提高生产率,降低成本,获得可观的经济效益。[详情]
-
后置处理是数控加工自动编程中需要考虑的一个重要问题。将原刀位数据文件转变成指定机床能执行的数控程序的过程称为后置处理。[详情]
-

立式淬火机床配用三菱E60系统,原点开关选用接近开关。客户反映:原点经常出现漂移,错位率达到25%,错位最大达到25mm。[详情]
-

某汽车部件生产自动线配用三菱最新C70 CNC系统,在对其进行调试时,出现#2236报警。报警内容是X轴“电源再生模块”的参数设置不对。[详情]
-
面对日益激烈的市场竞争,对于企业来说,设备维护已不再简单地仅仅属于成本范畴,而是企业获取利润的重要战略工具。[详情]



