-

本文介绍了一种用于试验教学的气动机械手的结构组成及工作原理。通过PLC编程,实现了气动机械手的电气控制,顺序完成了各规定动作,并圆满完成了自动搬运任务。该机械手性能稳定,能很好地满足教员和学员的试验要求。 [详情]
-

电柜是电器元件的载体,也是这些电器元件最直接的保护层,好的电柜设计是保证电气系统以至整个机床正常运行的必要条件。在国标GB5226-1《工业机械电气设备》第一部的通用技术条件中,对电柜设计有较明确的要求,下面针对西门子数控系统特点简要说明对电柜设计的要求。 [详情]
-
本文讨论了Windows系统下的几种采用定时中断的方式来获得数控系统实时控制的方法。比较深入地分析了通过外部硬件中断实现的方法。并结合Windows操作系统的多线程机制来实现数控系统控制的实时性。 [详情]
-

随着生产自动化水平的不断提高,依托于机床电气控制的自动化系统逐渐成为当今的一大热点话题,PLC产品拥有极为乐观的发展前景。本文首先介绍了PLC控制系统设计的基本原则及步骤,之后对可编程控制器的编程语言、编程方法以及程序设计进行了深入的分析和阐述。 [详情]
-

天圆地方在工程实际中有着广泛的应用,四轴车削中心可对其进行有效的加工,现应用基于三菱公司的MELDAS65S的T65n2数控系统四轴车削中心并结合具体实例进行了此类零件宏程序的编制与加工。宏程序比较精炼有效,是高级编程人员都应掌握的一项技能。 [详情]
-
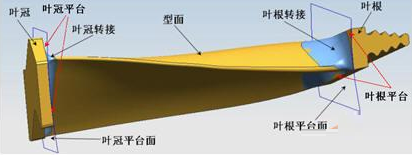
文章介绍了叶片根冠转接的几何特性和造型方法,以及在数控机床上对其进行加工的几种方法,并分析比较了它们各自的优缺点。 [详情]
-
对高速切削加工的重点关键技术进行分析,指出材料去除的方法、切削刀具的选择与使用,以及高速加工编程会对高速切削产生直接的影响。要实现高速切削这些关键问题需要突破,在对关键技术研究的基础上,针对高速切削CAM编程中存在的加工对象信息不完整性、CAM系统自身存在的问题以及CAD与CAM的连接等问题进行深入剖析并给出相应的对策,为高速切削提供理论基础。 [详情]
-

文章介绍了Pro/E的模具CAM技术,研究了模具数控镜削加工的基本流程,应用Pro/E的NC模块对实例"晾表叉”的模具型腔进行数控铣削加工,通过加工的过程和方法,验证了应用Pro/E软件进行模具设计与制造的优越性。 [详情]
-

改革开放以来,现代化数控机床的技术应用非常广泛,然而数控机床是一个十分复杂的系统,其常见的故障通常可分为电气故障和机械故障,经过实践研究,数控机床故障出现率最高的是电气故障,本文就主要通过调查研究,分析数控机床的常见电气故障,并提出了检测排除方法,希望能给读者一丝启发。 [详情]
-

数控机床上的PLC主要完成加工过程中的顺序动作控制,一旦出现故障,会严重影响生产效率,延长停机时间。本文以FANUC 0系统的数控机床为例,介绍了数控机床上PLC的作用以及与外部信号的交换,详细阐述了PLC画面操作与使用的方法,基于PLC故障诊断的常用方法和思路,对FANUC 0系统数控机床常见故障进行了案例分析与处理,并总结了PLC故障诊断的注意事项。 [详情]
-
随着数控技术的迅速发展,数控机床的普及渐渐地成为机械行业的潮流。如果我们设计数控机床的PLC控制程序时,我们编制一个I/0处理子程序,那么当数控机床所选用的输入/输出元件的规格作了变动,我们就能够不修改PLC控制程序,而PLC也能适应或兼容外部的输入/输出元件的这种变化。或者当设计PLC程序的时候,不知道外部的输入/输出元件的具体特性时,也可以将其统一对待,先进行编程。从而提高程序的通用性。 [详情]
-
本文介绍了西门子810D数控车床与微型计算机之间串行通信的具体方法.与步骤、传输参数的设定,并指出了使用中应注意的问题。 [详情]
-

本文分析在操作数控铣床时产生撞刀的主要原因入手,通过基于PMC 顺序控制的角度提出了解决方案。当换刀后,数控机床对刀具长度补偿的检测,实现PMC 顺序控制机床的加工,为数控加工中的安全问题提供技术保障。 [详情]
-
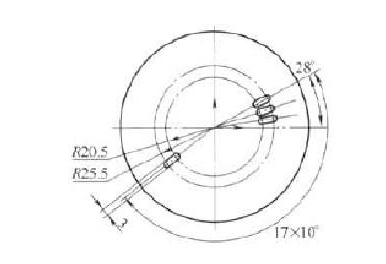
生产中经常会遇到用FANUC系统的数控机床加工键槽的零件、传统的编程办法是:采用做图的方法分别采集出多个键槽的起点和终点坐标,有几个长槽,编写几个子程序,然后在主程序中分别调用子程序。如附图所示的零件需要编写18个子程序。 [详情]
-

构建了一个基于2层网络的可监控数控系统。控制器基于PC架构,使用Windows 2000操作系统,在进行实时扩展之后,弥补了操作系统实时性不足的弱点。将Profibus-DP总线和SERCOS总线应用于控制器设计中,解决了数控系统因信息交互密集而产生的实时性、可靠性差的间题。将故障监测与诊断技术用于数控系统设计中,构建了层次化的可监控体系,开发了原型机,在数控系统网络化研究方面进行了探索。 [详情]



