-

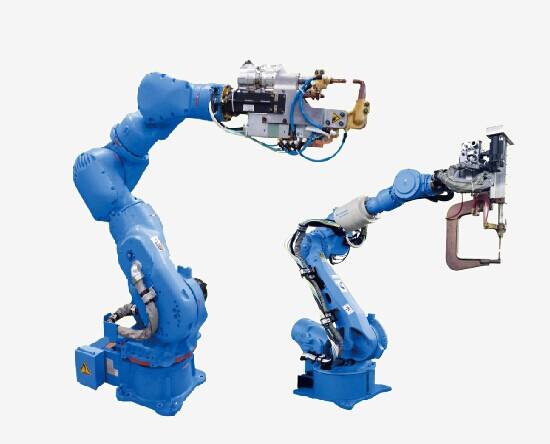
本文介绍了西门子ST--200PLC对机械手的加减速控制方法.首先介绍了系统的现有功能和特性,通过改变对伺服电机驱动器的控镧来实现对机械的精确定位。该系统具有占用PLC接口少、可靠性膏的特点-适用于教学实践和工业应用。 [详情]
-
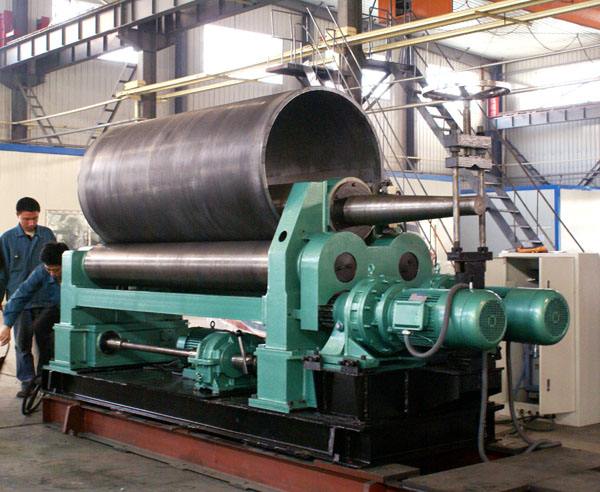
本文阐述了一种由西门子S7—300PLC、I/O模块、计数器模块、力控HMI软件、位置传感器以及其他电气控制元件组成的卷板机控制系统。该系统自动化程度高、稳定性好、操作维护方便。 [详情]
-

PLC在工业生产中应用非常广泛。本文首先对PLC控制系统进行分析,并建立了一种通用故障模型;然后采用FTA(Fault Tree Analysis)方法对控制系统进行分析,确定控制系统的薄弱环节,依据通用故障模型构建了基于PLC的故障诊断系统。 [详情]
-

本文分析了链式刀库系统的运行过程,设计了一种基于PLC的自动换刀景统。利用三菱FX1N-40MT小型PLC输出指定数量的高速脉冲来驱动刀库的伺服电机;带动链式刀库旋转并定位。利用PLC控制电磁阀的作用,继而控制气缸的运动,实现了对刀具和刀套的翻转。重点介绍了刀库运行过程中刀具的定位、刀套的翻转及机械手换刀的控制。 [详情]
-

数控切割机床应用于装备制造业、工程机械制造业、船舶制造业等多种机械制造行业,在机械制造规模生产中,原来的切割设备存在着加工效率低、操作调整麻烦等问题,应用可编程控制器来进行综合控制,在实际中较好得解决数控切割机在控制操作上存在的问题。该文就是基于PLC控制在数控切割机床上的电气实现进行了探讨。 [详情]
-

本文设计了一种以德国西门子公司的微型可编程序控制器(PLC)为核心的控制系统,以替代组合机床上原有的继电控制线路.实现了对组合机床控制系统的改造。分析了系统的硬件及软件设计,提供了主要的硬件原理图和软件程序。 [详情]
-

随着我国经济的高速发展,能源(水、电、油)的消耗在企业中所占的比重越来越高,也受到愈来愈大的重视。[详情]
-

本文通过分析实际生产过程中数控机床PLC模块出现的一些故障,基于PLC模块的故障表现的形式,本文提出了诊断与排除PLO模块的故障的方法。实践证明,利用这些方法有利于维修效率的极大提高。 [详情]
-
本文首先对国内现状的手动打包机进行分析, 对其可改造性进行评估, 最后定下可行性的改做方案。根据方案, 设计工作状态流程图, 力求在最经济的情况下达到最终的控制要求。工作状态流程图包括各个使用的机械结构, 该机械结构都通过PLC进行控制, 从而确定所选用的尸PLC型号及其配 [详情]
-

本文采用FX2N系列PLC为控制器,MCGS触摸屏为人机界面,采用编码器、比例电磁阀技术,设计了一套压力、行程可调的四柱裁切机控制系统。 [详情]
-

本文介绍了用FX系列可编程控制器设计的油缸专用深孔镗床上、下料机械手的电气控制系统, 包括硬件设计、软件设计两个方面。 [详情]
-

在棉纺织企业广泛使用喷气织机的情况下,空压站建设是一项重要的辅助工程。在天津纺织园区所有空压站配备的主要设备为离心式空气压缩机、冷冻式空气干燥器,通过储气罐、连接管道和阀门等组成压缩空气供气系统,并配套冷却系统、仪表空气系统,计算机检测系统,以实现空压站为生产一线保证不同压力、不同负荷的用气需求。在此前提下确保合格的供气品质,满足稳定的气源压力,自动调节供气流量等是空压站自动控制的基本任务。 [详情]
-

本文分析了PLC系统的主要干扰源,并介绍相应的抗干扰措施。 [详情]
-

可编程控制器(PLC)是一种新型的通用自动化控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,具有控制功能强,可靠性高,使用灵活方便,易于扩展等优点而应用越来越广泛。 [详情]
-
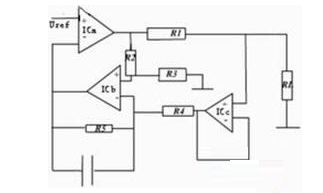
本文采用SPCE061A单片机作为数控直流电流源的主控部件,通过巧妙的软件设计与简易可靠的硬件电路相配合,实现了输出电流可预置、可步进调整、输出电流信号可直接显示和语音提示等功能。系统采用了闭环控制方案,将实际输出的电流值通过精密电阻采样反馈,经PID算法修正实际输出值,提高了电流源的输出精度和稳定性。 [详情]



