-
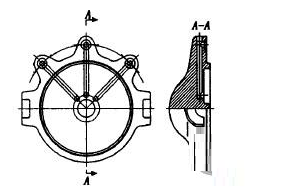
用单纯的拉伸和旋转功能对于构造不规则缸底三维模型的结果不是很准确.而基于参数化驱动的SolidWorks平台的精确建模功能则可以根据立柱缸底的二维图,通过拉伸、拔模、尺寸约束等功能来建造缸底复杂部分的三维模型。为类似复杂缸底的三维建模提供了实例。 [详情]
-

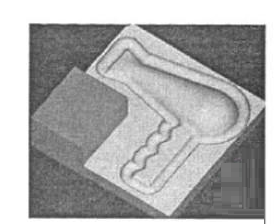
本文以某汽车车型前车门内板拉深凸模为例,介绍了WorkNC软件的NC程序设计方案,及其在"无人职守”自动化加工中的CAM技术优势。指出WorkNC作为一款高端的CAM软件,它的残料毛坯的计算及防碰撞功能,为自动加工的实现提供了保障。WorkNC一定程度上优化了数控加工工艺,提高了加工效率和加工安全性,并使加工精度大大提升。 [详情]
-

基于数控加工企业生产的工程背景,分析了当前数控加工效率难以提高的瓶颈问题,提出了一套基于产品结构及数控程序的审批流程,集成编辑、管理、传输等功能的完整的数控设备管理系统实现方案,并应用在数控加工企业的实际生产中。实践结果表明,该系统运行可靠,提高了生产效率。 [详情]
-

本文概述了在纺织机械设备PLC控制系统中影响系统运行的干扰类型厦来源,并提出抗干扰设计的实施策略。 [详情]
-

本文以PLC控制系统在数控电解加工机床中的实际应用为例,深入分析影响PLC控制系统正常工作的干扰因素,并结合电解加工机床PLC控制系统抗干扰设计,分别从PLC电源抗干扰、输入输出信号抗干扰、接地抗干扰、软件编程抗干扰、光电耦合抗干扰等方面,提出一系列抗干扰措施。实践证明,这些抗干扰方法和措施切实有效,使得整个PLC控制系统运行更加稳定、可靠。 [详情]
-

文章提出了基于PLC的自动丝网印花机控制系统的设计的方案。该方案采用PLC做为核心控制器.采用变频通信技术控制异步电机的运行.完成对台板及刮刀的运动的控制.以及采用气动控制系统完成对网框的运动的控制。从而构建自动丝网印花机的控制系统。 [详情]
-
步进电动机是工业自动化过程中经常用到的一种控制传动机构。步进电动机分为反应式、永磁式和混合式等。西门子PLC具有脉冲输出和控制功能,可以实现对步进电动机的转速、位移和转向的控制,本文以 S7-200 为例说明 PLC 对步进电动机的控制技术。 [详情]
-

PLC是一种新型的通用自动化控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,但在使用时由于工业生产现场的工作环境恶劣,干扰源众多,为了确保整个系统稳定可靠,还是应当尽量使PLC有良好的工作环境条件,并采取必要的抗干扰措施。 [详情]
-

作为支撑工业发展的最主要因素——制造技术,已被各国放在本国发展规划的首位。数控机床作为先进制造技术的载体,其存在和发展趋势备受关注。数控机床的发展不仅影响到航天、航空行业,也与交通、汽车等领域的发展息息相关。随着各行各业对产品精度要求的不断提高,目前数控机床向着高速度、高精度、高可靠性、多功能性和柔性化发展。目前,国内企业所需高档数控机床绝大部分依赖进口。究其原因主要是国产机床在质量,尤其是数控机床电气系统可靠性方面与国外著名品牌相比差距明显。因此加强数控机床电气系统可靠性的研究具有重要的意义[详情]
-
本文针对数控编程软件后置处理器存在的问题,论述几种常见数控编程软件后置处理程序的设定方法。通过数控仿真软件和数控铣床(KXK7250)的验证,符合精度要求。同时这种方法也适合于开发其他数控系统的后处理器,在实际生产中得到广泛应用。 [详情]
-
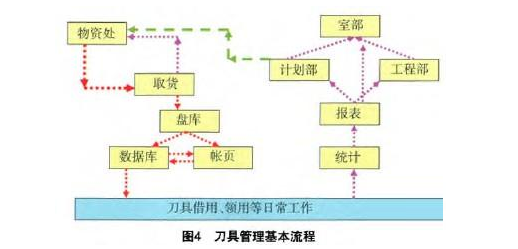
本文针对科研生产混合型的数控车间刀具库房管理过程.以流程优化、完善制度和信息化管理为重点.总结归纳出刀具库房信息化管理的方法和手段。并以中航工业北京航空制造工程研究所数控菜刀具库房信息化系统建设为实例,说明了刀具库房管理实施方法及过程。 [详情]
-
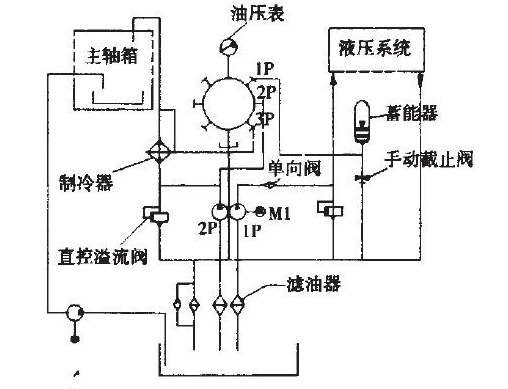
数控机床润滑系统虽然只是数控机床的辅助装置,但其设计方法、机床调试以及维修保养方面的作用在数控机床中起着不可或缺的作用。文中从数控润滑系统的设计原理着手进行研究,简要介绍其在数控机床中的使用情况,并通过在具体操作中出现的问题提出一些合理的改进措施,从而保证了机床的稳定度。 [详情]
-

本文针对某无人机发动机数控硬件系统,采用嵌入式实时操作系缝VxWorks进行系统软件设计;首先介绍电子控制器硬件体蒜结构,然后根据发动机控制任务需求,进行任务模块划分。设计系统各任务在Vxworks中的谰度管理方法以及锫模块软件;系统设计完毕,在试车台上进行发动机数控试车验证,试验结果袭明,所设计的控制软件与电子控制器彝己合良好,能实现发动机的电子控制要求。 [详情]
-

在线测量技术是指通过在线测量系统实现零件加工后保持位置不变、直接对零件进行测量的技术。在线测量系统一般是在数控机床基础上开发集成测量系统实现的。 [详情]
-

数控火焰切割机在实际使用过程中,经常会发生割枪移位、钢板变形、零件定位难度大等问题。因为数控切割机切割零件的过程是:先从内轮廓穿孔起割,然后再割外轮廓,所以操作工无法对内轮廓的准确位置进行测量,这样,肯定会影响切割零件的尺寸精度,从而造成不良品的发生。 [详情]



