-
随着CAD、CAE和CAM等技术的不断发展和日趋完善,CAD/CAE/CAM集成软件作为—种先进的综合软件,随着科技的不断进步,已经在实际生产中被大量应用。如何高效地使用它们,更好地发挥效益,是许多工程技术人员关键性的工作之一。[详情]
-
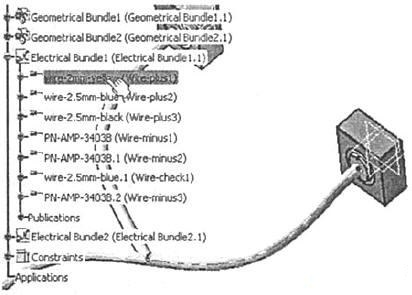
研究设计工作的计算机化大大提高了设计水平和效率,使产品开发的全生命周期都可以通过计算机完成。而船舶电气设计是包括电路板设计CBD(Circuit Board Design)、电气线束安装EHI(Electrical Harness Installation)、电气线束布线设计EWR(Electrical Wire Routing)、电气线束展平设计EHF(Electrical Harness Flattening)、电气连接原理图设计ELD(Electrical Connectivity Diagrams)和电气缆线布线设计FCR(Electrical Cableway Routing)等的一项的系统工程。[详情]
-

板式换热器通常由许多相互接触的波形和凹凸形金属板组成,由于在换热过程中流体无旁路,能充分参与换热,板片波纹可使流体在较小流速下产生湍流,所以换热系数比较高,再加上其紧凑的结构,能够一机多用,因此广泛应用于许多领域。[详情]
-
近年来,随着工业自动化水平的不断提高,计算机在工业领域得到了越来越多的应用,人们对自动化也提出了更高的要求。[详情]
-

从1975年我国研制出第一台加工中心以来,我国的数控机床日益增长,已经成为世界机床消费和进口的第一大国。[详情]
-
Delcam Crispin Shoe Design在鞋靴设计中的应用(一)
Delcam Crispin是英国Delcam公司开发的一套基于微机运行的专业制鞋CAD/CAM系统,包含鞋楦、鞋款设计、2D样板工程、扩缩和成本核算、鞋片切割等多个软件模块。[详情]
-

以DSP为核心开发基于机器视觉的嵌入式实时系统,用于完成高性能的管道焊缝的实时自动定位和检测任务;介绍了机器人系统的工作原理,系统结构;阐述了系统的焊缝识别算法和CCD图像采集系统。[详情]
-
Delcam Crispin Shoe Design在鞋靴设计中的应用(二)
首先将鞋楦转换到特征状态下,单击激活特征功能按钮,再单击特征按钮,选择所要添加特征线的类型,直接拖动到需要添加特征线的位置即可。[详情]
-

ADS1210是一种高精度、宽动态范围,采用单5V电源供电,具有24位分辨率的新型A/D转换器。封装形式有18脚双列直插式和18线贴片式。[详情]
-
时下,随着计算机控制技术的大力发展,以微处理器为核心的可编程序控制器(PLC)控制已逐步取代继电器控制,普遍应用于各行各业的自动化控制领域。[详情]
-

随着现代制造技术的不断发展,零件的制造加工、金属的成型等日益实现自动化,机械制造业已逐步进入了全盘自动化时代,实现装配自动化是生产过程自动化或生产自动化的重要标志。[详情]
-
近年来,随着环境保护和节约能源的呼声越来越高,使得零能耗建筑日益受到关注。零能耗建筑指的是建筑的零能源消耗,它通过各种节能技术的应用和节能管理水平的提高,来增强人们的环保和节能意识。[详情]
-

西门子公司的Wincc (Windows Control Center)是功能强大的上位机监控软件,在自动化行业有着非常广泛的应用。 [详情]
-
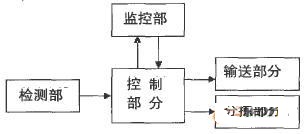
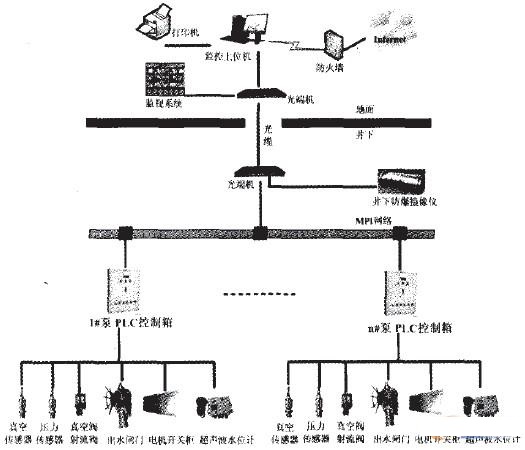
安全性能检测系统正由原来的集中模式转变为分布模式,成为具有开放性、可互操作性、分散性、网络化、智能化的测控系统。网络的节点上不仅有计算机、工作站,还有智能测控仪器仪表,通过组建网络构成的检测系统,立足于可靠性与先进性,提高检车效率和共享信息资源,实现了控制与信息处理的自动化。本文详细论述了基于PLC和组态软件的汽车安全性能检测系统,给出了检测系统的硬件结构、控制思想、软件结构和实现的功能。 [详情]
-

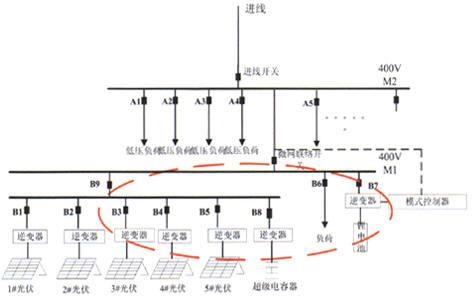
文章首先介绍了目前混合动力技术的分类和研究概况。在介绍自行设计的双离合器、传动控制箱和行星齿轮机构为基础的改进传动系统的基础上,分析了混合动力汽车的5 种根据车况可自动切换的工作模式和利用变频器对交流永磁同步电机进行控制的方式。讨论了以PLC 控制器主、以单片机控制为辅的混合动力电动汽车控制方案。最后,对混合动力的研发进行了总结和展望。 [详情]



